In industrial piping systems, flange connections are critical components that ensure the safe and efficient transfer of fluids, gases, and other media. ASME B16.20 spiral wound gaskets are the industry-standard sealing solution for high-pressure, high-temperature flange connections in oil and gas, petrochemical, and power generation sectors. But what exactly is a spiral wound gasket, and why is it so widely used across industries?
What is a Spiral Wound Gasket?
ASME B16.20 spiral wound gasket is a type of semi-metallic gasket designed specifically for sealing flange joints in high-pressure, high-temperature (HPHT) environments. It is constructed by spirally winding two distinct materials: a thin metallic strip (the “winding strip”) and a non-metallic filler material (the “filler strip”). The winding process creates a series of alternating layers of metal and filler, forming a flexible yet robust sealing structure. This unique design also allows them to withstand extreme operating conditions, making them a favorable choice for critical applications in oil and gas, petrochemical, power generation, and other heavy industries.
Key Components of a ASME B16.20 Spiral Wound Gasket
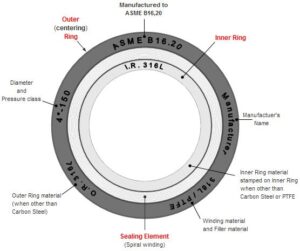
To understand how a spiral wound gasket works, it’s essential to acknowledge their core components. A typical spiral wound gasket consists of three main parts:
Winding Strip (Metallic Core)
The winding strip is the backbone of the spiral wound gasket, providing structural strength, pressure resistance, and temperature stability. It is usually made from thin, corrosion-resistant metal sheets that can withstand high stress without deforming permanently.
Common materials for the winding strip:
①304/304L Stainless Steel: The most widely used option, suitable for general-purpose applications and moderate corrosion resistance.
②316/316L Stainless Steel: Performs enhanced corrosion resistance, ideal for acidic or chloride-rich environments (e.g., marine, chemical processing).
Filler Strip (Non-Metallic Sealant)
The filler strip is the sealing element of the flange connection, responsible for filling in minor irregularities on flange surfaces and creating a tight barrier against leakage. It is made from compressible, heat-resistant non-metallic materials that can conform to flange textures under compression.
Common filler materials include:
①Flexible Graphite: The most popular filler, offering excellent high-temperature resistance (up to 650°C), chemical inertness, and resilience. It is applied in most industrial applications.
②PTFE: Known for its exceptional chemical resistance and low friction. Suitable for low to moderate temperatures (up to 260°C).
③Ceramic Fiber: Designed for ultra-high temperatures (up to 1,200°C), and suitable for boiler flanges and furnace connections etc.
Inner/Outer Rings (Optional Reinforcements)
Many flange gaskets include optional inner and/or outer metal rings (called “centering rings” or “anti-extrusion rings”) to enhance performance:
– Outer Ring: Prevents the gasket from extruding between flange bolts under high pressure. It’s also helpful to center the gasket on flange face.
– Inner Ring: Provides additional support for the inner diameter of the gasket, preventing deformation and improving sealing integrity in large-diameter flanges or high-pressure applications.
Applications of ASME B16.20 Spiral Wound Gasket
Thanks to its versatility and ability to withstand harsh conditions, spiral wound gasket is used in a wide range of industries and applications:
- Oil & Gas Industry: Pipeline flanges, wellheads, refineries, and petrochemical plants (handling crude oil, natural gas, and petrochemical products).
- Power Generation: Boiler flanges, turbine connections, and steam pipelines (withstanding high-temperature steam and pressure).
- Chemical Processing: Reactors, distillation columns, and chemical storage tanks (resisting corrosive acids, bases, and solvents).
- Pharmaceutical & Food Processing: Sanitary flanges (using FDA-approved fillers like PTFE to ensure product purity).
- Marine Industry: Shipboard piping systems (resisting saltwater corrosion and vibration).
In general, spiral wound gaskets are the go-to choice whenever a reliable seal is required. For example, when pressure up to 20,000 psi, temperature up to 1,200°C, or corrosive media.
Advantages of Spiral Wound Gasket
①Excellent Sealing Performance:
The multi-layer sealing construction forms a robust barrier that prevents gas and liquid leakage in harsh industrial flange connections.
②High Temperature & Pressure Resistance:
Ideal for extreme HPHT conditions, ranging from cryogenic temperatures to ultra-high temperatures (up to 1000°C or higher) and from vacuum to high pressure (typically up to 25MPa or more).
③Corrosion Resistance: It compensates for flange displacement caused by temperature and pressure fluctuations, maintaining long-term sealing integrity without performance degradation.
④Flexibility & Resilience: The spiral design provides flexibility, and allows gasket to adapt to flange movement without losing sealing integrity.
⑤Cost-Effective Reliability: Spiral wound gaskets realize a perfect balance between all-metal gaskets (lower cost) and non-metallic gaskets (higher durability).
Important Considerations When Choosing Flange Connection
To select the suitable spiral wound gasket under ASME B16.20, following factors should be considered:
- Operating Conditions: Determine the maximum temperature, pressure, and type of media (e.g., corrosive, non-corrosive) the gasket will be exposed to. This helps to choose the winding and filler materials.
- Flange Type: Match the gasket type to the compatible flange design (e.g., Type BX for RTJ flanges, Type RX for raised-face flanges).
- Size & Dimensions: Ensure the gasket’s inner diameter, outer diameter, and thickness match the flange specifications by strictly following ASME B16.20 standards.
- Material Compatibility: Verify that the winding and filler materials are compatible with the process media to avoid corrosion or degradation.
Key Installation Steps to Ensure Sealing Performance
- Preparation: Clean the flange sealing surface to remove scratches, rust, or residues of former gaskets—any impurities may compromise the sealing integrity.
- Inspection: Verify the gasket type and material to ensure they match the application requirements; check for any damage (e.g., cracks, deformations) before installation.
- Centering: Align the gasket accurately with the flange hole. Avoid forced insertion.
- Pre-tightening: Tighten the bolts gradually in a diagonal sequence to 30%-50% of the specified preload force, ensuring initial uniform compression.
- Final Fastening: Re-tighten the bolts to the designed torque value in multiple steps (at least 3 steps) in a diagonal sequence again, ensuring uniform stress distribution across the flange.
- Hot Tightening (if necessary): For high-temperature operating conditions, shutdown for re-inspection or hot-state re-fastening may be required after the system heats up to maintain sealing performance.